Furnace equipments products
Scoop type batch charger
The batch charger is one of the most important pieces of equipment installed in a glass furnace as it has an important influence on the performance of the furnace. Glass Service has developed a range of batch chargers with several models and sizes to suit different types of furnace, specific glass production and furnace sizes.
For each furnace and glass type, selecting the correct batch charger and charging method gives a number of advantages:
Increase the furnace pull rate
Decrease the energy consumption
Reduce the carryover
Reduce oscillations in the glass level
Reduce the NOx formation

























Batch chargers
design
The Glass Service batch chargers are robustly designed and constructed to operate continuously in the arduous environment of the doghouse.
For the 24h/7days operation the design is optimized for quick and easy maintenance. The use of quick release components and simple mechanisms make maintenance quick and easy. The correct sizing of the batch charger reduces the oscillations in the glass level and increases the precision of the glass level loop control. The correct and constant glass level increase the productivity throughout the forming process.
The Glass Service batch chargers operate with a fully sealed doghouse which reduces NOx by reducing the ingress of parasitic air.
Scoop type batch charger
The main concepts behind the development of our batch chargers are simplicity, flexibility and reliability. These machines can be easily adapted to a wide range of pull rates and require low maintenance even when operating under heavy working conditions. Our batch charging machine is directly installed and sealed on top of the dog house sidewall blocks, with the following advantages:
- Low NOx formation
- Low energy losses
- Low dusting (reduced carryover)
- Better furnace pressure control
The supporting structure is basically a double electro-welded water-cooled stainless steel shield. The scoop machine is available in two versions:
- Fixed type, available in 2 sizes
- Oscillating type, available in 2 sizes

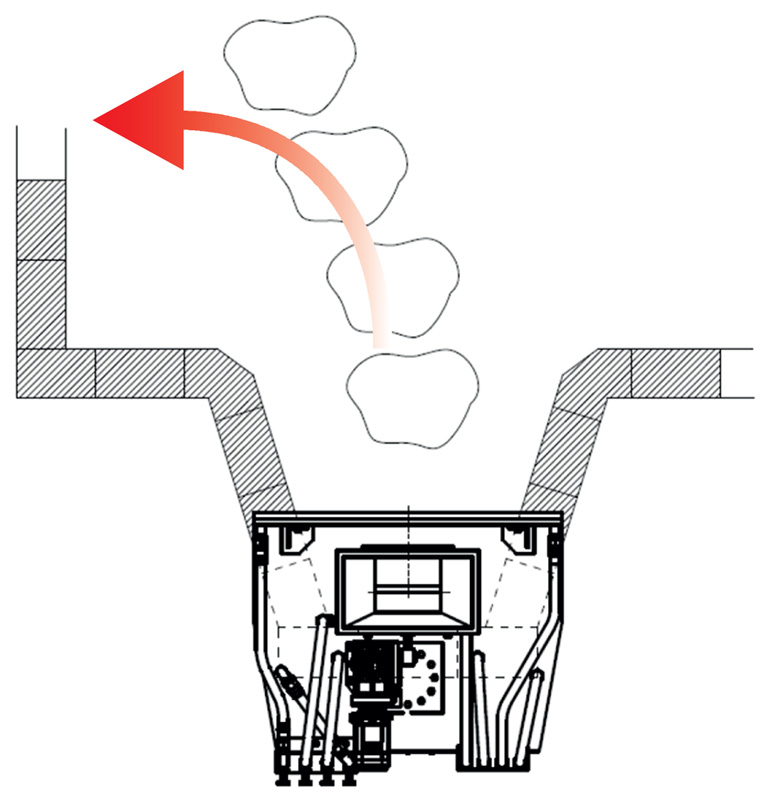
Fixed scoop type
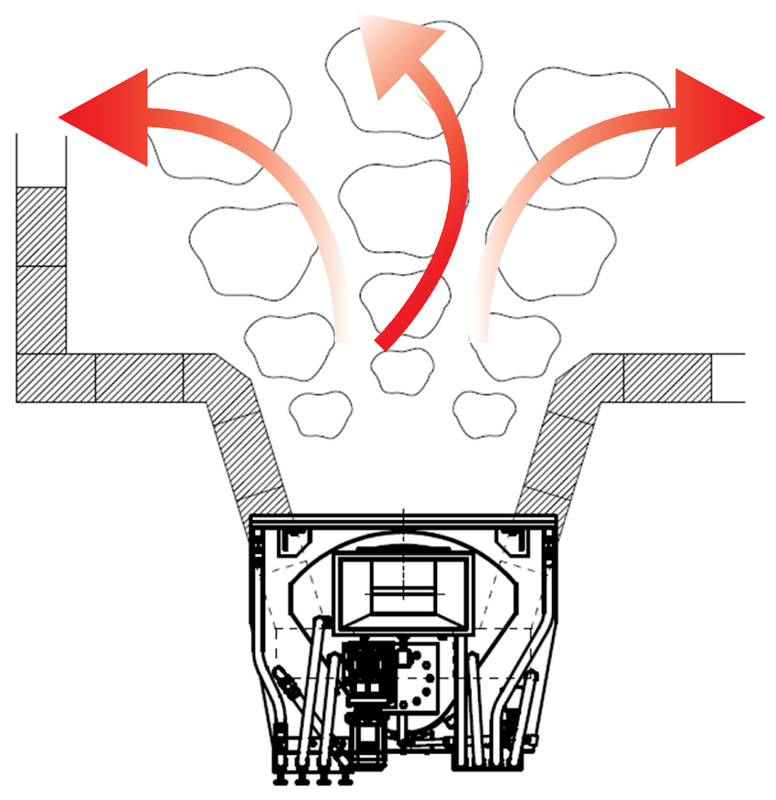
Oscillating scoop type
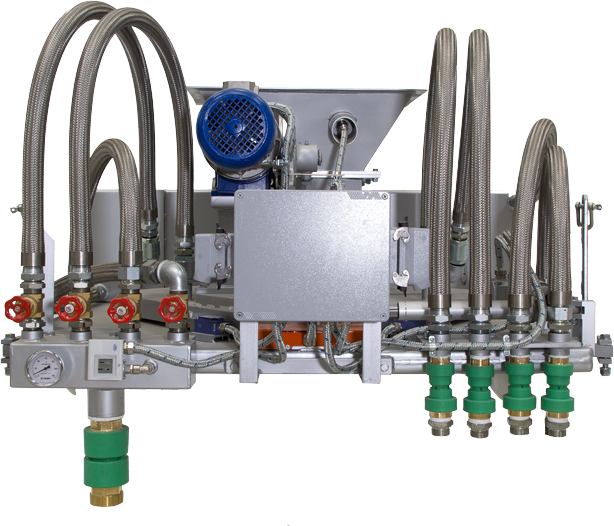
Main components
The batch charger comprises the following main components:
- Main horizontal base (water cooled)
- Vertical shield (water cooled)
- Small sized hopper to prevent batch compacting
- Water cooled scoop
- Drive system for oscillating scoop with AC servo- ventilated electric motor (driven by inverter) and coupled with gearbox
- Capacitive sensor to detect minimum batch level in the hopper
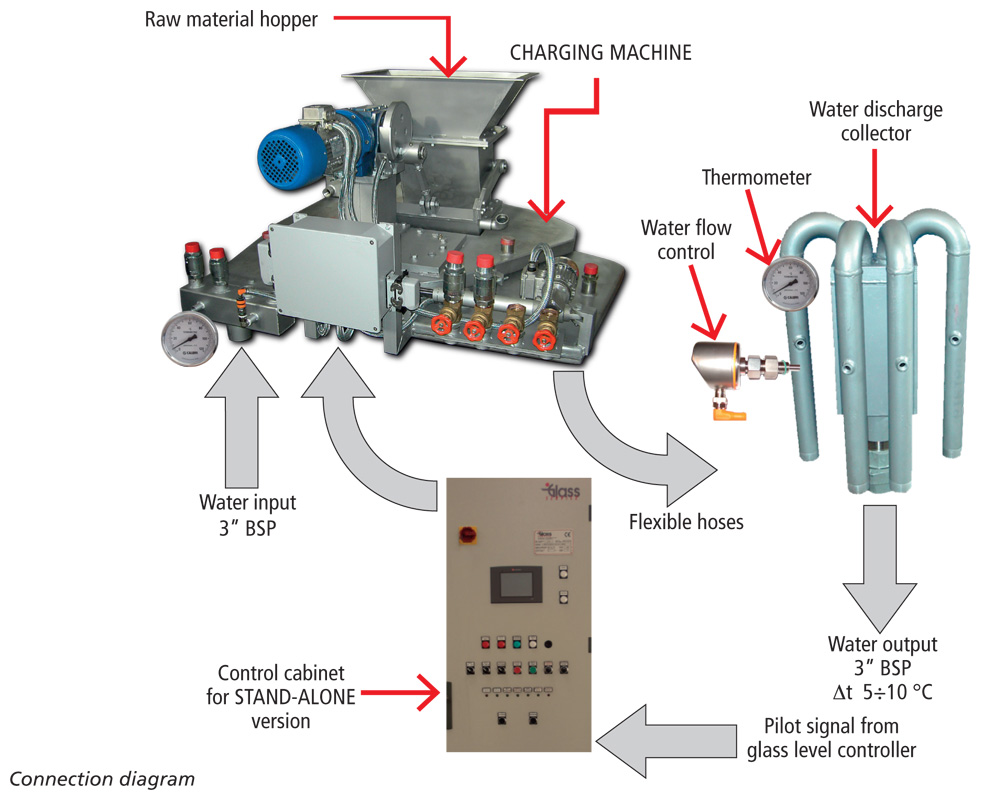
- Set of flexible hoses for water cooling (suitable for high temperature and pressure)
- Independent cooling water manifolds, equipped with flow-sensors and thermometers
The oscillating version has the following additional features:
- Water cooled oscillating base with ± 22° max rotation angle and five positions selectors (manually settable)
- Drive system for the oscillating base via an electric motor and linear actuator
A crankrod mechanism is used to operate the scoop mechanism which is manually adjustable for good control of the raw material flow rate. All machines are fully tested and wired with high temperature cables, components and junction box. To cope with the high temperature environment, the scoop is driven by a class F, self braking motor with invertor which is also fitted with separate air cooling.
Connections scheme
Technical Data
| Model | INF PO 250-100-AA | INF PO 400-180-AA | INF PG 400-180-AA | INF PG 600-280-AA | ||
|---|---|---|---|---|---|---|
|
Type |
|
Fixed |
Oscillating |
|||
|
Scoop width |
mm |
250 |
400 |
400 |
600 |
|
|
Scoop max. depth |
|
70 |
||||
|
Scoop speed range |
strokes/min |
6 to 30 |
||||
|
Crank gear positions |
|
4 |
||||
|
Flow rate @ 50 Hz |
Kg/min |
43 to 98 |
76 to177 |
122 to 281 |
||
|
Oscillating angle |
|
– |
– |
44° (+ 22°) |
||
|
Number of oscillating position |
|
– |
– |
2,3 or 5 |
||
|
Material being handled |
|
Glass batch – Cullet only – Glass batch & cullet |
||||
|
Max cullet size |
mm |
25 |
||||
|
Moisture content |
|
0,5 to 3% of water |
||||
|
Main motor power |
Kw |
1,5 |
||||
|
Oscillating moto power |
Kw |
– |
– |
0,13 |
||
|
Electric power connetion |
|
3Ph + E/400 VAC 50 Hz |
||||
|
Water cooling requirements |
liters/min |
120 |
160 |
|||
|
Water colling inlet pressure |
bar |
2 to 4 |
||||
|
Water inlet specifications |
|
Treated industrial water ( 4 French degrees ) 40 ppm calcium content – @ 20 to 35 °C |
||||
|
Water flow control |
|
1 water input thermometer 3 water output thermometer 1 water input pressure switch 3 water output flow switch |
1 water input thermometer 4 water output thermometer 1 water input pressure switch 4 water output flow switch |
|||
|
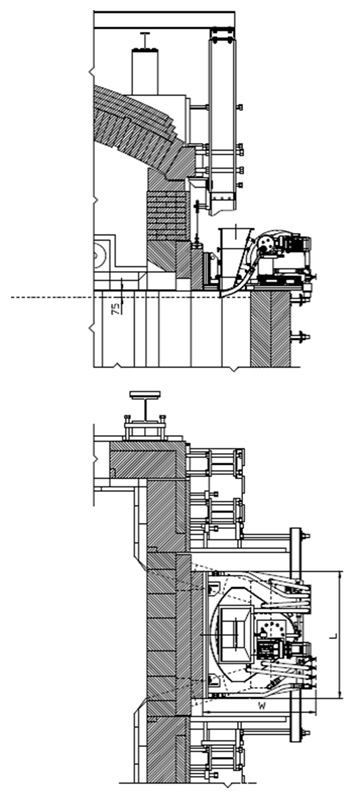
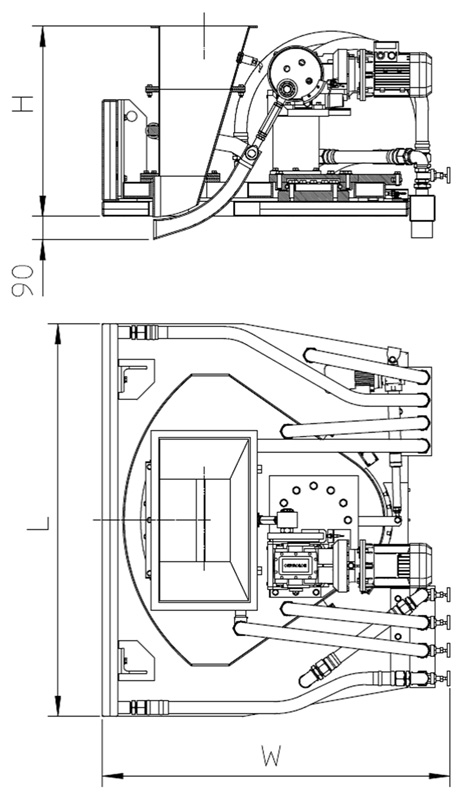
Dimension (LxHxW) |
mm |
900x635x1230 |
1050x750x1230 |
1550x750x1360 |
1850x750x136 |
|
|
Weight |
Kg |
325 |
400 |
550 |
600 |
|
CONTROL BOARD
The batch charger can be controlled and actuated through a local control board or it may be connected to the main control room by a suitable 4-20mA signal. The control board is of rugged steel construction and is delivered completely wired and tested ready to be connected with special connectors to the batch charger junction box. Two different operating modes are available:
a) Continuous cycle
b) ON-OFF cycle
a) In – Continuous cycle – the machine works continuously and the charging speed is controlled either automatically or manually
In “Automatic mode” by a remote 4-20mA signal (from the glass level control) continuously adjusting the quantity of raw batch charged according to the production needs. In “Manual mode” the charger speed is set manually (1 to 100%) from the AUTO/MAN station located on the front of the control board.
b) In – ON-OFF cycle – an adjustable timer is set by the operator to stop and start the batch charger.
In “Automatic mode” the ON-OFF signal comes from the glass level control. The machine works at the selected speed during the time when the “ON” signal is active and stops during the “OFF” time range. In “Manual mode” the operator can directly set the start and stop timing cycle and the relevant charging speed.
Glass Service can supply to the final customer the complete control solution using the SIL-2 safety application in combustion system for furnace and forehearths.
Technical Features
| Model | INF PG 400-180-AA | INF PG 400-180-AA | |
|---|---|---|---|
|
Charging Machine Type |
Fixed |
Oscillating |
|
|
Menagment and control |
electromechanical |
PLC |
|
|
RS 485 Modbus |
– |
|
|
|
Alarms management |
with LED |
on PLC panel |
|
|
Manual mode (0 to 100%) |
|
|
|
|
Remote control signal (4 to 20 mA) |
|
|
|
|
Alarms transmission |
free contact |
with RS 485 |
|
|
Speed controller |
Electronic frequency inverter |
||
|
Management of oscillating position |
– |
Timer for each position |
|
|
Number of machines controlled |
1 |
max. 1 |
|
|
Electric power connetion |
3Ph + E / 400 VAC 50 Hz |
||
|
Dimension (LxHxW) |
600x1900x600 |
600x1900x600 |
|