

Furnace equipments products
Radar Glass
Level Machine
The glass level control is one of the most important parameter in glass furnace technology. The glass level fluctuation has a high influence on the final production quality and furnace energy consumption. Glass Service has developed a new glass level based on interferometric radar technology which allows a higher precision than conventional systems. The new radar technology:
- Reduce the batch charger fluctuation
- Reduce the dust pollution in the furnace waste
- Stabilize the gas/fuel flow
- Stabilize the furnace temperature pattern
- Reduce the energy consumption
- Increase the glass quality
- Increase the production efficiency
USEFUL LINKS
DOWNLOAD BROCHURE
The Glass Service radar level control equipment improve the glass level measure with a very high precision machine and a very simple principle and mechanical mechanism.
The Glass Service radar level control machine is a very reliable machine design for high temperature environment use 24h/7d.
The radar machine does not require maintenance.
Glass Level Comparison
How do you measure your glass level in your production hall? How much is important a stable glass level for furnace operation? Which is the overall performance increase due to a very stable glass level?
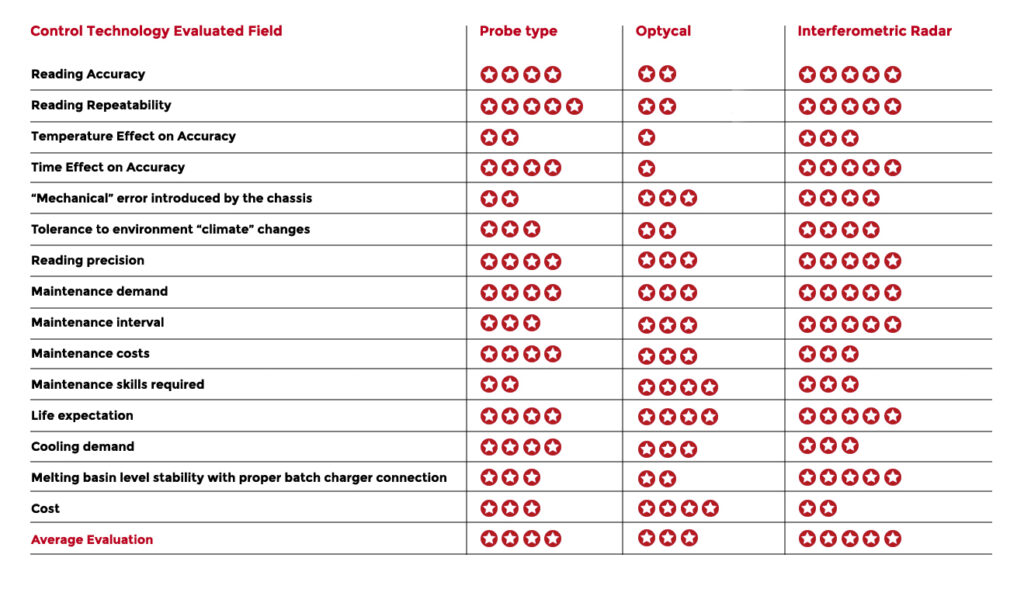
Within this technical paper we discuss about 3 measuring technologies and make a confrontation on their capabilities and characteristics regarding:
- Precision
- Maintenance
- Performance repeatability and any other aspect useful to define and rate their “effect” on furnace operation
The three model chosen for this test are:
- A standard probe (contact) type with platinum tip, encoder and analog output
- An optical (no-contact) measuring system with emitter/receiver both in light or laser technology
- Glass Service brand new interferometric radar technology (no-contact)
How do you measure glass level
in your production hall?
What kind of system would you choose to do the following measurement? What are the main characteristics that you have to verify for proper measuring?
The measuring precision/repeatability of your instrument must be higher than the value that you are going to detect. The instrument precision and repeatability is done from:
1) Precision of the measuring sensor and relative measuring process
2) Precision/stability of the sensors support
For a correct measure the precision of the support must be at least 10 times higher than the measure precision/repeatability required. In glass industry the glass level precision required is 0,1 mm.
It means the sensor support precision/stability must be at least 0,01 mm. Which are the parameter that influence the correct measure precision in glass furnaces? The main are:
- Environment temperature, and furnace radiation
- Water temperature and water pressure for water cooled probe
Because the long distance between emitter and receiver a few deformations of the support have a high error in light beam receiver position.
e.g.
for emitter-receiver distance of 3000 mm inclined an angle of 15 Deg from horizontal plane, a supporting deformation of 0,01 deg have a variation of 0,5 mm.
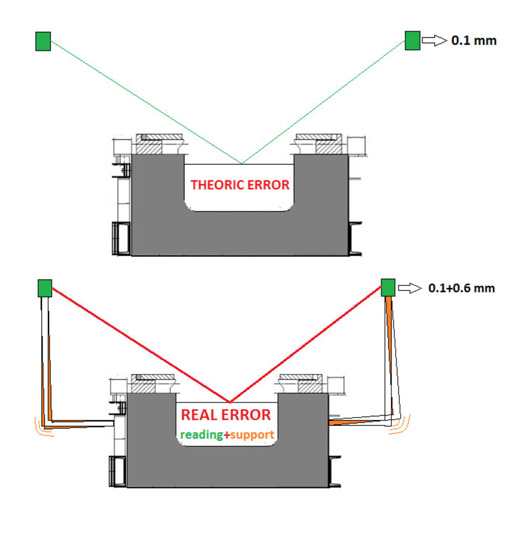
Environment temperature and furnace radiation in
optical measure system
Because the long distance between emitter and receiver a few deformations of the support have a high error in light beam receiver position.
e.g.
for emitter-receiver distance of 3000 mm inclined an angle of 15 Deg from horizontal plane, a supporting deformation of 0,01 deg have a variation of 0,5 mm.
Environment temperature
and furnace radiation in
standard probe type with platinum tip
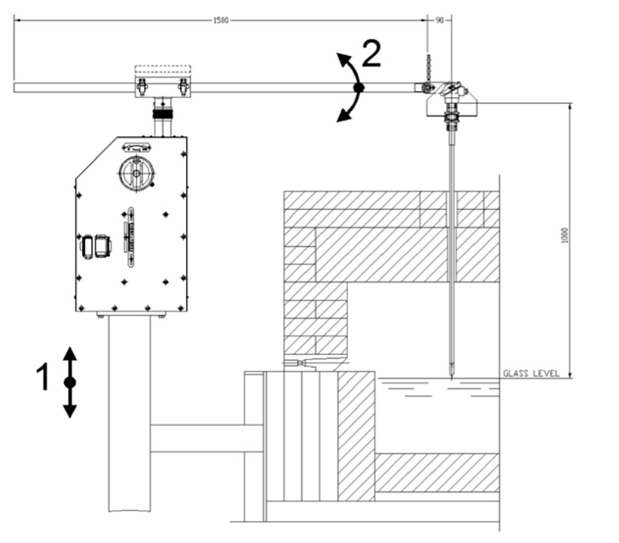
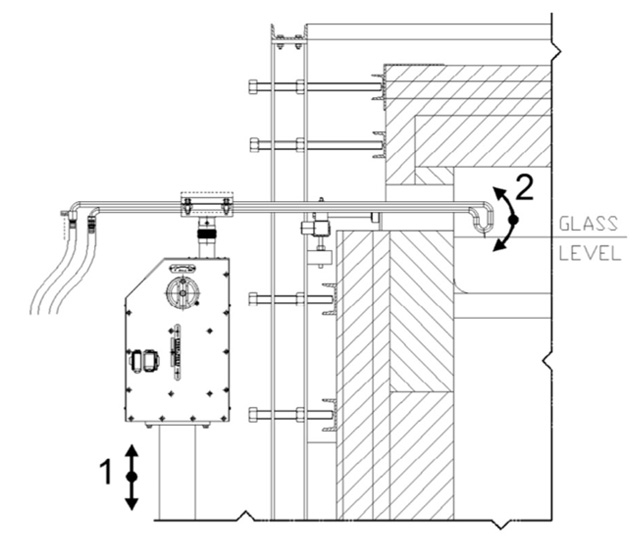
In this model the installation could be with water cooled probe or ceramic probe. In booth case the thermal deformation of the machine and his support have two main direction:
- Linear deformation 1 in picture
- Bending deformation 2 in picture
This value are not negligible.
e.g.
a supporting column in carbon steel + the machine body with a total length of 1500 mm have a thermal extension with 10 °C variation of 0,18 mm, more than the instrument precision to measure.
Including the bending of supporting probe (2 in picture) this value is quite bigger than the measure precision required. For the water cooled machine the thermal deformation of the probe (2 in picture) change also with the water-cooled temperature and the water pressure.

Who’s controlling
the controller?
You should always remember that your actual glass level is controlled by your furnace level control so if it’s introducing an error on his own you are not detecting it because the batch charger will follow exactly its signal THUS meaning that you may are reading a continuous signal which is only a continuously wrong signal with an oscillating glass level.

What is the advantage
of radar technology?
In radar Glass level the probe deformation is controlled by the radar software and compensate.
The software knows the length of the probe and the shape of the probe at ambient temperature.
In case of dimension variation, it can calculate the probe deformation and compensate for a correct reading.

How much is important a stable
glass level for furnace operation?
It’s clear enough that a very stable furnace level could be achieved only when the glass level control it’s very precise AND It’s coupled to a well dimensioned speed controlled batch charger: without this necessary condition nothing of what is following would be true. But in that case a stable glass level in your melting process determines:
- Stable charging process = stable quantity of cold materials introduced in the basin = stable melting conditions = gas savings
- Stable glass flow and more homogenous (through time) temperature in the distributor and feeders = gas savings
- Stable conditioning conditions = less variation in gob weight = increased production efficiency
- More scientific and accurate approach to furnace conduction it means less need of changings or adjustments in furnace control (i.e.: between day and night shifts settings).

Which is the overall performance increase due to a very stable glass level?
It is not easy to determine how much a very stable glass level could help increase your production efficiency but in such a competitive scenery like the one you’re acting on nowadays even a 0.001% efficiency increase would be able to grant you, on a standard 100 Tons per day furnace, an yearly advantage of more than 36 tons against your competitors.
On a provisional (minimum) equipment life time of 6 years how worth is the investment to have back more than 215 Tons of glass produced? (…and this values increases to 430 Tons for a 200 Tons per day melting furnace…). In this page we will follow with a resuming table that gives you and in-depth analysis and confrontation on 3 different level control technologies.
Comparison of 3 different
glass level control technologies
very poor
poor
standard
good
outstanding
Glass Service Radar Glass Level Control
Our new Glass Level control system is conceived using a technology you’ve never seen before in the glass field: the interferometric radar. Main advantages of this technology are:
- Non-contact measuring
- No moving part
- Zero maintenance demand
- Reading precision 0.05 mm (limited to 0.1 mm via software)
The machine is formed by a non-contact probe that you put inside your furnace, forehearth or distributor. This probe is cooled by water and internally cleaned, continuously, by air. At the back of the probe, opposite side of the measuring point, a small case with the emitter is fixed. This small box is cooled with the same water line used for the probe.
This system is fixed on an adjustable height structure and support sound and solid: this helps you regulating the reading distance between the probe and the glass and avoid the transmission of vibrations and/or the introduction of reading errors due to support movement.
The distance of the probe top from the glass could be set between 10 and 20 centimeters (15 is the best). This kind of setting has to be done once and then your radar level control will be ok. The group is then linked to a control cabinet that analyzes and interfaces incoming and outcoming signals to convey alarms, values, etc. Communication capabilities of the control cabinet includes:
- Digital outputs
- Analog outputs (4-20 mA)
- Ethernet (modbus TCP/IP protocol)
Technical Features
|
Reading error |
+/- 0.1 mm |
|
Probe distance from the glass |
10 to 20 cm (15 cm best) |
|
Outputs |
2 analog outputs 4-20 mA (1 glass level + 1 secondary parameter) 2 configurable digital outputs 1 ethernet connection (Modbus TCP/IP protocol) |
|
Cooling water line |
flow 20 l/min minimum pressure 2-4 bar Tin 35 °C Maximum max Hardness: 4 °F = 40 ppm CaCO3 |
|
Purging air supply |
1-7 bar, 100 Nl/min |
|
Probe group length |
160 cm approx |
|
Probe material |
AISI 304 or Sandvik® 4C54 (SS446, Ni 0.2%) |
|
Group height |
settable |
|
Weight |
150 kg approx |
|
Mains |
220 VAC, 50 Hz |
Everything
under control!
This machine controls your glass level, in your furnace or distributor, in an unpredictable exact way: reading precision will be of 0.1 mm. This technology, once you’ve done the probe calibration (process that will be done in our workshop) will compensate also usual probe deformations due to:
- Heat conditions inside furnace or distributor
- Cooling water temperature variation between day and night
The system keeps under control also others important parameters like:
- Cooling water input pressure
- Cooling water input temperature
- Cooling water output temperature
- Environment temperature
This set of values allows you to keep the system completely under control. The output signal(s) of the level control could then be used to directly control a batch
charger or to be interfaced with any control system via the 4-20 mA or the Modbus TCP/IP output signals.
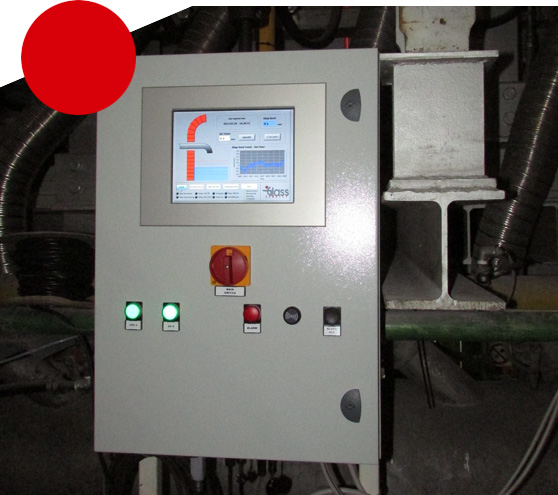
Control Cabinet And Software
Our supply includes a control cabinet with the following characteristics:
Main switch
Control PLC with touchscreen
installed on cabinet door
Redundant Alarms
management through PLC
and audio-visual signals
Machine state leds
Easy-to-use but very complete
control logic and User-interface.